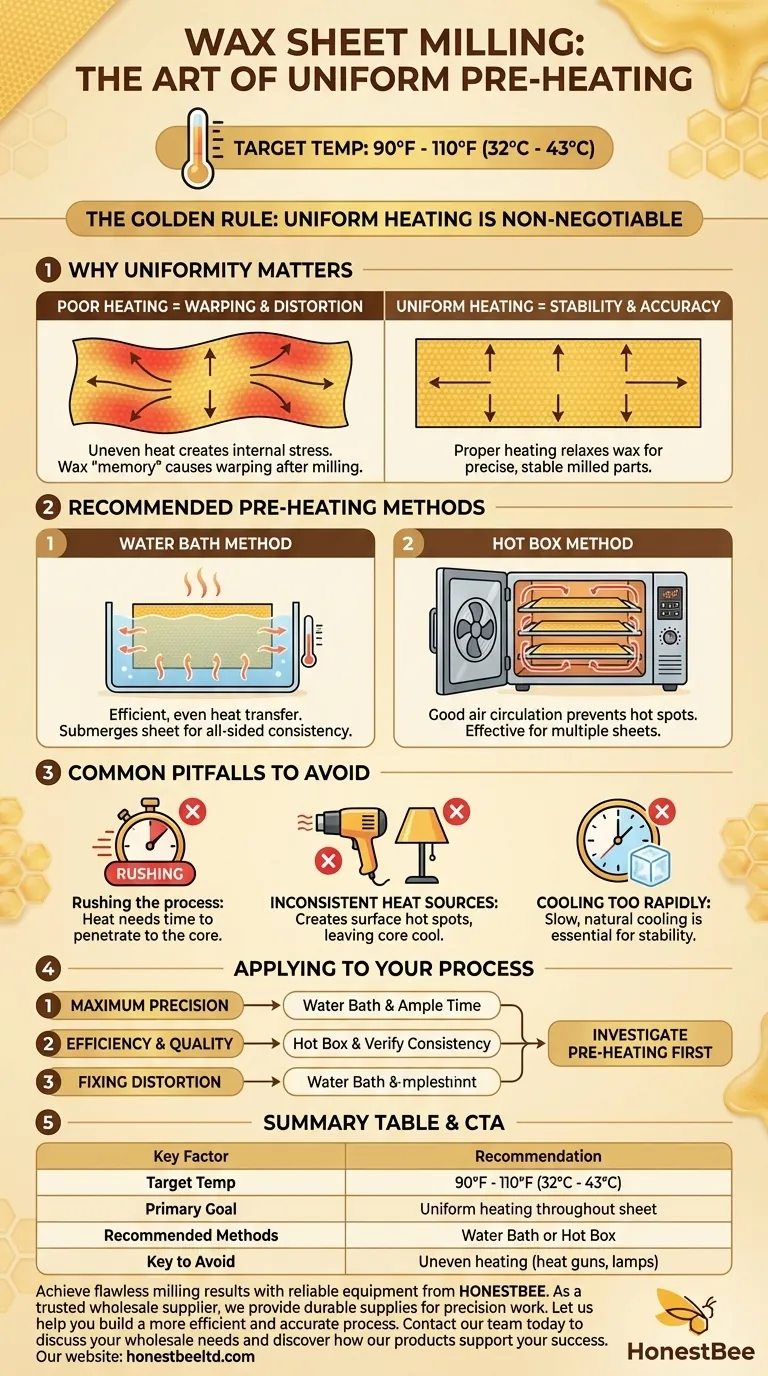
Короче говоря, вы должны предварительно нагреть свои восковые листы до равномерной температуры в диапазоне от 90°F до 110°F (от 32°C до 43°C). Достижение этой однородности по всему листу так же важно, как и сама температура. Наиболее надежными методами для этого являются использование водяной бани с термостатом или специальной горячей камеры.
Основная проблема заключается не просто в нагреве воска, а в обеспечении того, чтобы каждая его часть достигла стабильной, равномерной температуры. Эта однородность является ключом к предотвращению внутреннего напряжения, которое является основной причиной деформации и неточных результатов после фрезерования.

Почему равномерный нагрев не подлежит обсуждению
Когда воск фрезеруется, этот процесс вносит напряжение. Если воск не стабилизирован должным образом за счет равномерного нагрева, он будет коробиться или деформироваться по мере возвращения к комнатной температуре.
Проблема внутреннего напряжения
Воск имеет «память» о своем первоначальном состоянии. Правильный нагрев снимает эту память и устраняет любое внутреннее напряжение, накопившееся в процессе производства или хранения.
Если вы нагреваете восковой лист неравномерно — например, если поверхность горячая, а сердцевина все еще холодная — вы создаете новый слой внутреннего напряжения. Это частая причина неудачи.
Последствия плохого нагрева
Неточная обработка на станке является прямым следствием неправильного предварительного нагрева. Деталь, которая выглядит идеально сразу после фрезерования, может медленно деформироваться в течение следующих нескольких часов по мере высвобождения накопленного напряжения.
Это приводит к плохому прилеганию, потере материала и значительной потере времени из-за необходимости повторного фрезерования детали.
Рекомендуемые методы предварительного нагрева
Ваша цель — приложить мягкое, постоянное тепло ко всему объему воскового листа. Агрессивный или неравномерный нагрев контрпродуктивен.
Метод водяной бани
Водяная баня с термостатом — отличный вариант, поскольку вода передает тепло очень эффективно и равномерно. Погружение листа гарантирует, что он нагревается со всех сторон при одинаковой температуре.
Метод горячей камеры
Горячая камера или духовка с контролем температуры — еще один эффективный метод. Ключевым моментом является обеспечение хорошей циркуляции воздуха, чтобы не образовывались «горячие точки», которые могут вызвать неравномерный нагрев.
Распространенные ошибки, которых следует избегать
Знать целевую температуру недостаточно. Избегание распространенных ошибок имеет решающее значение для достижения предсказуемого и точного результата.
Ошибка 1: Спешка в процессе
Нагрев должен быть постепенным. Воску требуется достаточно времени, чтобы тепло проникло с поверхности в сердцевину. Лист, который кажется теплым снаружи, может быть все еще холодным внутри.
Ошибка 2: Использование непостоянных источников тепла
Избегайте использования неконтролируемых источников тепла, таких как тепловые пушки или лампы. Эти инструменты создают интенсивные горячие точки на поверхности воска, оставляя внутреннюю часть холодной, что активно вносит напряжение, которое вы пытаетесь устранить.
Ошибка 3: Слишком быстрое охлаждение
Столь же важным, как и равномерный нагрев, является равномерное охлаждение. Медленное и естественное охлаждение обработанной детали при комнатной температуре имеет решающее значение для сохранения ее размерной стабильности.
Как применить это к вашему процессу
Ваш конкретный подход может немного различаться в зависимости от вашей основной цели.
- Если ваш основной фокус — максимальная точность: Используйте водяную баню с термостатом и дайте достаточно времени, чтобы воск достиг стабильной, равномерной температуры по всей толщине.
- Если ваш основной фокус — эффективность без ущерба для качества: Горячая камера может быть эффективной для одновременного нагрева нескольких листов, но вы должны проверить однородность ее температуры в разных местах на полке.
- Если вы наблюдаете деформацию обработанных деталей: Первой переменной, которую следует изучить и исправить, является процедура предварительного нагрева, поскольку это наиболее частая причина проблемы.
В конечном счете, освоение техники предварительного нагрева является основой для получения постоянно точных и стабильных фрезерованных восковых компонентов.
Сводная таблица:
| Ключевой фактор | Рекомендация |
|---|---|
| Целевая температура | 90°F - 110°F (32°C - 43°C) |
| Основная цель | Равномерный нагрев по всему листу |
| Рекомендуемые методы | Водяная баня с термостатом или специальная горячая камера |
| Чего следует избегать | Неравномерный нагрев от тепловых пушек или ламп |
Достигайте безупречных результатов фрезерования с надежным оборудованием от HONESTBEE.
Правильный предварительный нагрев имеет фундаментальное значение, но он начинается с использования высококачественных, однородных восковых листов и надежных инструментов для фрезерования. Как надежный оптовый поставщик для коммерческих пасек и дистрибьюторов оборудования для пчеловодства, HONESTBEE предоставляет прочные материалы, необходимые вам для точной работы.
Позвольте нам помочь вам построить более эффективный и точный процесс. Свяжитесь с нашей командой сегодня, чтобы обсудить ваши оптовые потребности и узнать, как наши продукты способствуют вашему успеху.
Визуальное руководство
Связанные товары
- Электрический пчелиный воск плоский лист машина с операционной лоток для обработки воска
- Пчелиные восковые листы для фундамента Пчелиный улей для фундамента оптом
- Пчелиный воск машина пресс эмбоссер воск фундамент плесень принтер пчелиный улей оборудование изготовление лист
- Ручной станок для обработки плоского листа пчелиного воска
- Ручной пчелиный воск гребень фундамент машина воск фундамент мельница тиснение машина
Люди также спрашивают
- Какие типы машин для изготовления вощины доступны? Найдите подходящую машину для масштаба вашей пасеки
- Каковы основные функции машины для переработки пчелиного воска? Максимизируйте эффективность и доход пасеки с помощью профессионального оборудования
- Как устроена машина для изготовления вощины из пчелиного воска? Создание высокоточных восковых сот
- Какова основная функция двухвальцовой экструзионной системы? Мастерское производство вощины из пчелиного воска
- Каково назначение машины для изготовления вощины? Максимизация здоровья улья и производства меда











