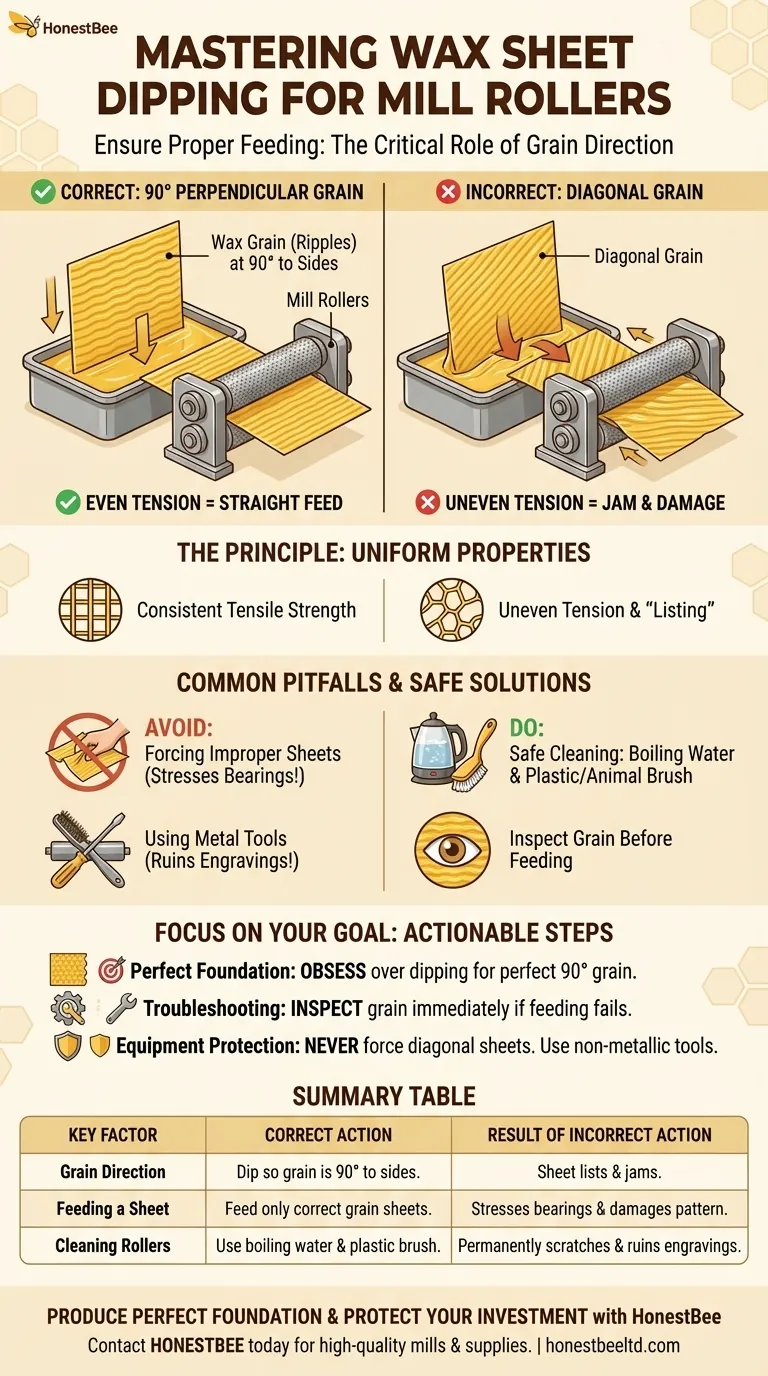
Чтобы обеспечить правильную подачу через вальцы мельницы, восковые листы должны быть окунуты так, чтобы волокна, видимые как рябь или волны, располагались строго перпендикулярно (90 градусов) к боковым сторонам. Если эти волокна расположены по диагонали, это указывает на неправильную технику окунания, что является основной причиной того, что листы не проходят прямо через вальцы.
Ориентация восковых волокон — это не второстепенная деталь; это фундаментальный фактор, который определяет, будет ли лист подаваться прямо или застрянет в мельнице. Диагональное расположение волокон является наиболее распространенной и предотвратимой причиной сбоев при прокатке вощины.

Принцип: почему направление волокон критически важно
Точная геометрия вальцов вашей мельницы для вощины требует воскового листа с однородными свойствами по всей его ширине. Направление волокон определяет структурную целостность листа и то, как он ведет себя под давлением тиснильных вальцов.
Понимание восковых волокон
"Рябь" или "волны", которые вы видите на готовом восковом листе, являются визуальным представлением того, как воск тек и остывал на доске для окунания. Эти волокна указывают направление внутренней структуры воска.
Как работает 90-градусное направление волокон
Когда волокна расположены под идеальным углом 90 градусов к боковым сторонам, лист обладает постоянной прочностью на разрыв по всей своей ширине. Когда вальцы втягивают лист, они оказывают равномерное давление, позволяя ему подаваться прямо и ровно.
Проблема с диагональным расположением волокон
Диагональное расположение волокон создает неравномерное натяжение. Одна сторона листа структурно отличается от другой. Когда вальцы захватывают его, одна сторона будет растягиваться или сжиматься сильнее, что приведет к тому, что лист будет "перекашиваться" или "уходить" в сторону, вызывая замятие.
Распространенные ошибки, которых следует избегать
Даже при четком понимании цели могут случаться ошибки. Распознавание этих распространенных проблем является ключом к защите вашего оборудования и производству высококачественной вощины.
Принудительная подача неправильного листа
Может возникнуть соблазн попытаться вручную провести перекошенный лист через мельницу. Это редко работает и создает огромное напряжение на подшипники вальцов и деликатный гравированный рисунок.
Накопление воска на вальцах
Когда лист застревает, воск может прилипнуть и накопиться на вальцах мельницы. Это накопление испортит рисунок ячеек на всех последующих листах и может сделать будущие замятия более вероятными.
Безопасная очистка вальцов
Чтобы удалить прилипший воск, полейте вальцы кипятком, чтобы размягчить его. Затем аккуратно счистите воск, используя только пластиковую или щетку с натуральной щетиной.
Никогда не используйте проволочную щетку, отвертку или любой металлический инструмент. Вальцы обычно изготавливаются из мягкого металла, и металлический инструмент навсегда поцарапает и повредит гравировку шестиугольных ячеек.
Правильный выбор для вашей цели
Создание идеального воскового листа — это вопрос сосредоточения на правильных деталях. Ваш подход должен быть продиктован вашей основной целью.
- Если ваша основная цель — производство идеальной вощины: Уделите особое внимание процессу окунания, чтобы направление восковых волокон всегда было под углом 90 градусов к краю листа.
- Если ваша основная цель — устранение проблем с подачей: Немедленно проверьте направление волокон ваших восковых листов; диагональный рисунок является наиболее вероятной причиной того, что лист не подается прямо.
- Если ваша основная цель — защита вашего оборудования: Никогда не проталкивайте лист с диагональными волокнами через мельницу и всегда используйте неметаллические инструменты для очистки накопившегося воска.
Освоение последовательной, прямой техники окунания является основным навыком для создания безупречной вощины из пчелиного воска.
Сводная таблица:
| Ключевой фактор | Правильное действие | Результат неправильного действия |
|---|---|---|
| Направление волокон | Окунайте лист так, чтобы волокна располагались перпендикулярно (90°) к боковым сторонам. | Лист перекашивается, вызывая замятие в мельнице. |
| Подача листа | Подавайте только листы с правильным направлением волокон. | Принудительная подача листа нагружает подшипники вальцов и повреждает рисунок. |
| Очистка вальцов | Используйте кипяток и пластиковую/щетку с натуральной щетиной. | Использование металлических инструментов навсегда царапает и портит гравировку ячеек. |
Производите идеальную вощину и защищайте свои инвестиции
Последовательное создание восковых листов, которые плавно подаются, имеет важное значение для эффективного производства вощины. В HONESTBEE мы поставляем коммерческим пасекам и дистрибьюторам пчеловодческого оборудования высококачественные, долговечные мельницы для вощины и расходные материалы, необходимые для надежных, крупнообъемных операций.
Перестаньте сталкиваться с досадными замятиями и поврежденным оборудованием. Позвольте нашим экспертам предоставить вам правильные инструменты и знания для успеха.
Свяжитесь с HONESTBEE сегодня, чтобы обсудить ваши оптовые потребности и обеспечить безупречность вашего процесса прокатки.
Визуальное руководство
Связанные товары
- Электрический пчелиный воск плоский лист машина с операционной лоток для обработки воска
- Пчелиный воск машина пресс эмбоссер воск фундамент плесень принтер пчелиный улей оборудование изготовление лист
- Ручной станок для обработки плоского листа пчелиного воска
- Пчелиные восковые листы для фундамента Пчелиный улей для фундамента оптом
- Ручной пчелиный воск гребень фундамент машина воск фундамент мельница тиснение машина
Люди также спрашивают
- Как машина расплющивает пчелиный воск? Руководство по вальцовым и прессовым методам
- Какова основная функция двухвальцовой экструзионной системы? Мастерское производство вощины из пчелиного воска
- Каковы основные функции машины для переработки пчелиного воска? Максимизируйте эффективность и доход пасеки с помощью профессионального оборудования
- Каково назначение машины для изготовления вощины? Максимизация здоровья улья и производства меда
- Как машины для переработки культурных товаров способствуют созданию добавленной стоимости в экономической цепочке? Повышение рентабельности пасеки










